
在機械加工中,零件的尺寸、幾何形狀和表面間的相互位置的形成,取決于工件和刀具在切削運動過程中相互位置的關系。工件和刀具安裝在夾具和機床上,并受到夾具和機床的約束。因此,在機械加工時,機床、夾具、刀具和工件構成一個系統(tǒng),叫做機械加工工藝系統(tǒng)。由于工藝系統(tǒng)受到多方面因素影響,產(chǎn)生各種各樣的誤差,稱為原始誤差。在零件加工中,造成加工的主要原始誤差可分為如下兩個方面,即工藝系統(tǒng)的原有誤差(幾何誤差)和加工過程中的原始誤差(動態(tài)誤差)。
1. 工藝系統(tǒng)的原有誤差(幾何誤差)
在零件未進行正式切削加工以前,加工方法本身就存在加工原理誤差或機床、夾具、刀具、量具和工件所組成工藝系統(tǒng)本身就存在著某些誤差。
2. 加工過程中的原始誤差(動態(tài)誤差)
在零件的加工過程中,力、熱和磨損等因素的影響將破壞工藝系統(tǒng)的原有精度,使工藝系統(tǒng)有關組成部分產(chǎn)生新的附加的原始誤差,從而進一步造成加工誤差。加工過程中造成原始誤差的因素,主要有工藝系統(tǒng)的受力變形、工藝系統(tǒng)熱變形、工藝系統(tǒng)磨損和工藝系統(tǒng)殘余應力等。
3. 原始誤差分類
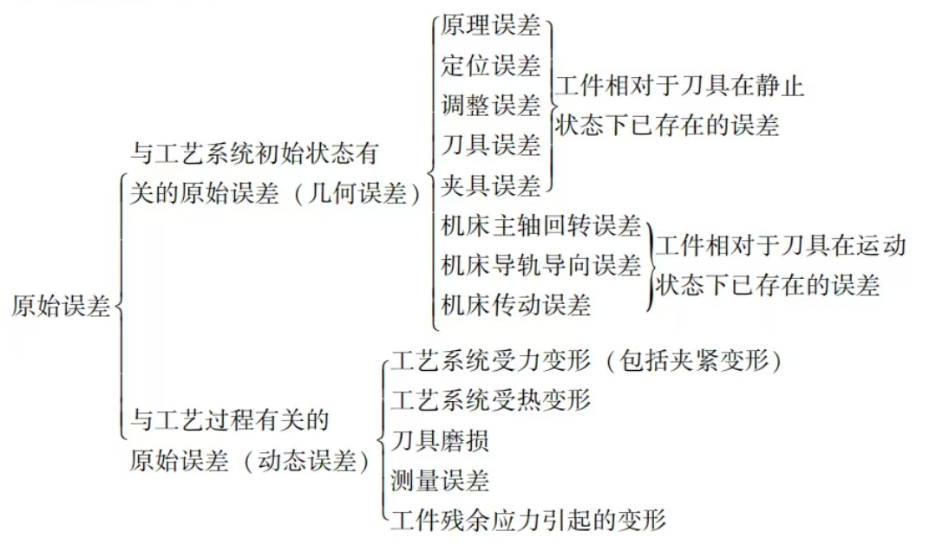
零件加工中的原始誤差是多方面的,包括原理誤差、機床主軸回轉(zhuǎn)誤差和工藝系統(tǒng)受力變形誤差等。這些誤差需要通過優(yōu)化工藝設計、提高設備和工具的精度以及改進測量方法來盡量減少?。




