
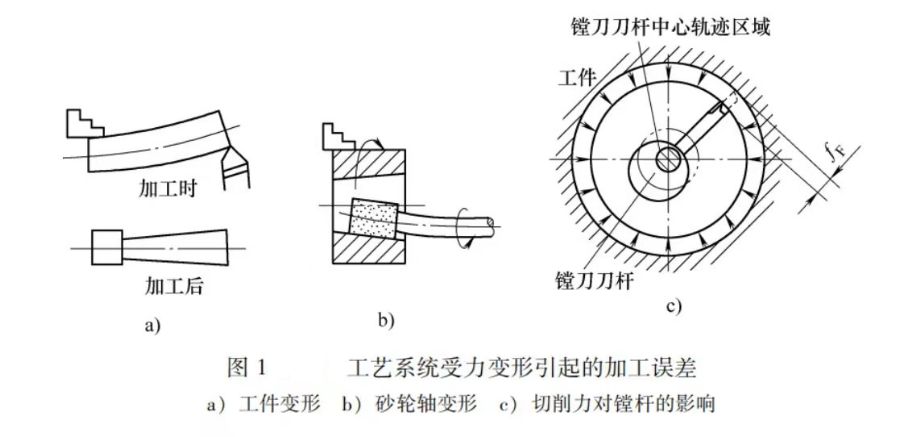
工藝系統(tǒng)在切削力、傳動(dòng)力、慣性力、夾緊力以及重力等外力的作用下,產(chǎn)生相應(yīng)的變形和振動(dòng),將會(huì)破壞刀具和工件之間的成形運(yùn)動(dòng)的位置關(guān)系和速度關(guān)系,影響切削運(yùn)動(dòng)的穩(wěn)定性,從而產(chǎn)生各種加工誤差,并使加工表面粗糙和產(chǎn)生波紋度。圖1所示為工藝系統(tǒng)受力變形引起的加工誤差。
1. 切削過程中受力點(diǎn)位置變化引起的加工誤差
切削過程中,工藝系統(tǒng)的剛度隨切削力著力點(diǎn)位置的變化而變化,引起系統(tǒng)變化的差異,使零件產(chǎn)生加工誤差。
1) 機(jī)床的變形。在兩頂尖車削粗而短的光軸時(shí),由于剛度較大,在切削力作用下變形,相比于機(jī)床,夾具和刀具的變形要小得多,故可忽略不計(jì);此時(shí),加工系統(tǒng)的總變形完全取決于機(jī)床頭、尾架(包括頂尖)和刀架(包括刀具)的變形。工件產(chǎn)生的誤差為雙曲線圓柱度誤差。
2) 工件變形。在兩頂尖車削細(xì)長(zhǎng)軸時(shí),由于工件細(xì)長(zhǎng),剛度小,在切削力的作用下,其變形大大超過機(jī)床、夾具和刀具的變形。因此,機(jī)床、夾具結(jié)合刀具承受力可忽略不計(jì),工藝系統(tǒng)的變形完全取決于工件的變形。工件產(chǎn)生腰鼓形圓柱度誤差。
3) 工藝系統(tǒng)總變形。當(dāng)同時(shí)考慮機(jī)床和工件的變形時(shí),工藝系統(tǒng)的總變形為兩者和。
2. 切削力大小變化引起的加工誤差-復(fù)映誤差
工件的毛坯外形雖然具有粗略的零件形狀,但它在尺寸、外形以及表面層材料硬度上都有較大的誤差。毛坯的這些誤差在加工時(shí)使切削深度不斷發(fā)生變化,從而導(dǎo)致切削力變化,進(jìn)而引起工藝系統(tǒng)產(chǎn)生相應(yīng)的變形,使得零件在加工后還保留與毛坯表面類似的形狀或尺寸誤差。當(dāng)然工件表面殘留的誤差比毛坯表面誤差要小得多。這種現(xiàn)象稱為誤差復(fù)映規(guī)律,所引起的加工誤差稱為復(fù)映誤差。
3. 夾緊力和重力引起的變形
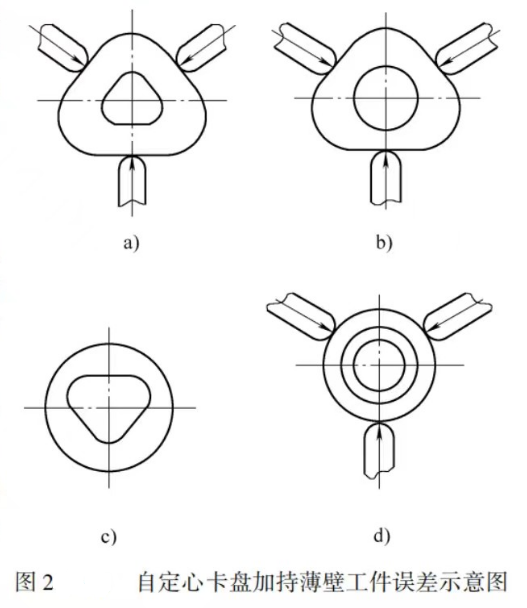
除切削力外,傳動(dòng)力、慣性力、夾緊力等其他作用力也會(huì)使工藝系統(tǒng)發(fā)生變化,從而引起加工誤差,影響加工質(zhì)量。裝夾時(shí),工件剛性較差或夾緊力大小不當(dāng)時(shí)也會(huì)使工件產(chǎn)生相應(yīng)的變形,造成加工誤差。圖2所示為自定心卡盤加持薄壁工件誤差示意圖。為了減少加工誤差,應(yīng)使夾緊力均勻分布,可采用開口過渡環(huán)裝夾,如圖2d所示。
4. 減小工藝系統(tǒng)受力變形的措施
減小工藝系統(tǒng)受力變形,不僅可以提高零件的加工精度,而且有利于提高生產(chǎn)率。因此,生產(chǎn)中必須采取有效措施,減小工藝系統(tǒng)受力變形。
(1) 提高工藝系統(tǒng)各部分剛度提高工件加工時(shí)的剛度,有些工件因其自身剛度很差,加工中將產(chǎn)生變形而引起加工誤差,因此必須設(shè)法提高工件自身剛度。
(2) 提高工件安裝時(shí)的夾緊剛度對(duì)薄壁件,夾緊時(shí)應(yīng)選擇適當(dāng)?shù)膴A緊方法和夾緊部位。
(3) 提高機(jī)床部件的剛度機(jī)床部件的剛度在工藝系統(tǒng)中占有很大的比重,在機(jī)械加工時(shí)常用一些輔助裝置提高其剛度。
(4) 提高接觸剛度由于部件的接觸剛度遠(yuǎn)遠(yuǎn)低于實(shí)體零件本身的剛度,因此,提高接觸剛度是提高工藝系統(tǒng)剛度的關(guān)鍵,常用方法如下:
1) 改善工藝系統(tǒng)主要接觸面的配合質(zhì)量。如機(jī)床導(dǎo)軌副、錐體與錐孔、頂尖與頂尖等配合采用刮研與研磨,以提高配合表面的形狀精度,降低表面粗糙度值。
2) 預(yù)加載荷。由于配合表面的接觸剛度隨所受載荷的增大而不斷增大,所以對(duì)機(jī)床部件的各配合表面施加預(yù)緊載荷不僅可以消除配合間隙,而且還可以使接觸表面之間產(chǎn)生預(yù)變形,從而大大提高接觸剛度。




