
內應力也稱殘余應力,是指外部載荷去掉后仍殘留于物體內部的應力。內應力是由于金屬內部組織發生了變化而產生的。其產生的外界因素為熱加工和冷加工。具有內應力的工件,處在一種不穩定狀態中,它內部的組織有強烈的恢復到沒有內應力穩定狀態的傾向。即使在常溫下工件的內部組織也不斷發生變化,直到內應力完全消失為止。在這一過程中,工件的形狀逐步產生變形(如翹曲變形),從而喪失其原有精度。如果把存在內應力工件裝配到機器中,則會因其在使用中發生變形而破壞整臺機器的精度。
1、內應力的產生及其對零件加工精度的影響
1) 毛坯制造中產生的內應力。在鑄、鍛、焊及熱處理等過程中,由于工件各部分熱脹冷縮不均勻以及金相組織的變化使毛坯內部產生了相當大的內應力。毛坯結構越復雜,各部分的壁厚越不均勻,散熱條件差別越大,毛坯內部產生的內應力也越大。具有內應力的毛在短時間還看不出變化,內應力暫時處于相對平衡的狀態,但當切去一層金屬后,就打破了這種平衡,內應力重新分布,工件就明顯地出現變形。
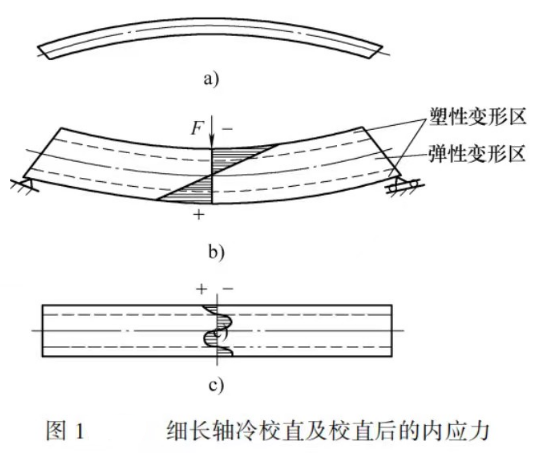
2) 冷校直產生的內應力。一些剛性較差、容易變形的工件(如絲杠),通常采用冷校直的方法修正變形。圖1b所示的工件中部受到載荷F的作用時,工件內部產生應力,其軸心線以上產生壓應力,其軸心線以下產生拉伸應力,而且兩條虛線之間為彈性變形區,虛線之外為塑性變性區。去掉外力后,工件的彈性恢復收到塑性變形區的阻礙,致使內應力重新分布如圖1c所示。由此可見,工件經冷校直后內部產生內應力,處于不穩定狀態。
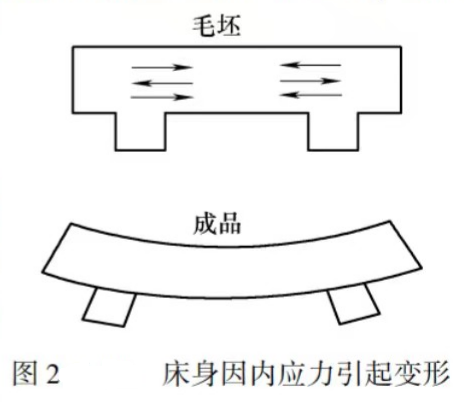
3) 切削加工中產生的內應力。工件切削加工時,在各種力和熱的作用下,各部分將產生不同程度的塑性變形及金相組織變化從而產生內應力,引起工件變形。實踐證明,在加工過程中切去表面一層金屬后,所引起內應力重新分布,變形最為劇烈。因此粗加工后,應將被夾緊的工件松開使它有時間使內應力重新分布。否則,在繼續加工時工件處于彈性應力狀態下,而在加工完成后必然要逐漸產生變形,致使破壞最終工序所得到的精度。圖2所示為床身因內應力引起變形。
2、減少或消除工藝系統內應力的幾種方法
1) 對工件進行時效處理或熱處理。通過對鑄、鍛、焊接件進行退火或回火,以及對淬火后進行回火,都可達到減少或消除內應力的目的。另外對床身、箱體等大部分鑄鐵件、焊接件在粗加工后進行時效處理(自然時效、人工時效或振動時效)。
2) 合理設計零件結構。設計零件結構時,應注意簡化零件結構,提高其剛性,減小壁厚差。焊接件的焊縫應均勻,以減少內應力。
3) 合理安排工藝程序。將粗、精加工分開在不同的工序中進行,使粗加工后的工件有一定的時間使殘余應力重新分布,以減小對精加工的影響。在加工大型工件時,粗、精加工往往在一道工序中來完成,這時應在粗加工后松開工件,讓工件可以自由變形,再用較小的夾緊力夾緊工件后進行精加工。對于焊接件,在焊接前,工件必須經過預熱處理以減小溫差,減小內應力。對精度要求較高的零件,在粗加工后或半精加工后,安排一次時效處理或穩定化處理,以消除之前切削加工引起的內應力。
4) 用熱校直來代替冷校直,不但可提高工件的加工質量,而且可提高生產率。熱校直是將工件在正火溫度下用壓力機對軸類零件進行校直。




